
ELECTROLESS NICKEL PLATING
previously nitec uk ltd
Providing 30+ years of corrosion protection.
Electroless nickel plating creates a uniform nickel coating providing a wide range of benefits including superior corrosion protection, improved surface hardness, wear resistance, conductivity and shielding.
We provide specialist surface treatments including electroless nickel plating, diffused nickel plating, shot blasting and heat treatment for customers in niche markets including aerospace, defence, oil & gas and automotive.
Accreditations
- Quality: AS9100 (rev. D) & ISO 9001:2015.
- Occupational Health & Safety: ISO 45001:2018.
- Environmental: ISO 14001:2015.
HOW DOES ENP WORK?
During the Electroless Nickel Plating process, a nickel salt and hypophosphite solution serves as a bath for the base material. Once the component is in the solution, the base material acts as a catalyst to the deposition of the nickel-phosphorous onto the product. This results in increased hardness, wear resistance and lubricity, providing up to 30 years corrosion protection in subsea environments.
Placing the component to be plated, (a suitable catalytic substrate) in the heated plating bath, triggers hypophosphite ions to be oxidised into orthophosphate. A portion of the hydrogen given off by this process is absorbed into the catalytic substrate surface. Ionic nickel at the surface of the catalyst is then reduced by the absorbed active hydrogen to metallic nickel. Simultaneously some of the absorbed hydrogen reduces a small amount of the hypophosphite at the catalytic surface to water, hydroxyl ion and phosphorus resulting in a Nickel Phosphorous coating. The process continues autocatalytically increasing the thickness of the deposition until the component is removed for the plating bath.
Electroless Plating will also leave a nickel coating that is free from flux-density or power supply issues and produces an even deposit regardless of the surface’s geometry or shape, unlike electrolytic.
With Electroless Nickel Plating, a variety of different finishes can be obtained. Nickel is generally known for its adaptable finish, it can be adjusted for a matte or semi-bright finish, making it a versatile option. However, Electroless Nickel Plating will not cover or fill any surface imperfections. For example, if plating a polished component, the finished result will be a polished surface. Additionally, if plating a matte component such as a cast iron, the resulting finish will be a matte finish.
Electroless Nickel Plating is the preferred choice not only for its excellent results, but for its cost-efficient process.
MEDIUM PHOSPHOROUS
- Typical phosphorous content in the range of 6 to 9% by weight.
- High hardness as coated, in the range of 500-570 Vickers (525 to 600 Knoop)
- The ability to achieve 840 to 920 Vickers (850 to 950 Knoop) from thermal treatment at 400 °C
- Slightly magnetic
- Electrical resistivity in the range of 70 to 110 µΩ/cm
- Salt spray corrosion in accordance with ASTM B117 on a 25µm coated sample of greater than 96 hours
- Wear resistance in the range of 16 to 20 TWI (as plated) and 10 to 14 TWI when thermally treated to 400°C for 1 hour.
- Typical density is 8.1 g/cm3
- Process capability of max 20 Tonnes and 12 metres long
- Barrel plating capability to 40 kgs per load
HIGH PHOSPHOROUS
- Typical phosphorous content in the range of 10 to 12% by weight.
- High hardness as coated, in the range of 450 to 520 Vickers (475 to 550 Knoop)
- The ability to achieve 780 to 1000 Vickers (800 to 950 knoop) from thermal treatment at 400 °C
- Non-magnetic
- Electrical resistivity in the range of 80 to 110 µΩ/cm
- Excellent corrosion resistivity dependent on thermal treatments performed.
- Wear resisitivity in the range of 18 to 24 TWI as plated and 10 to 15 TWI when thermally treated to 400°C for 1 hour.
- Typical density 7.8 g/cm3
- Process capability of max 20 Tonnes and 12 metres long
WHERE IS ENP USED?
COPPER COLD PLATES / COPPER HEAT SINKS
What? These are used to cool power electronics.
Why? ENP is the only coating which can be applied to the intricate internal cooling systems.
ACTUATOR BODIES
What? These are devices that produce motion (for example an electronic opening door). We currently provide ENP on actuator bodies for aerospace, Oil & Gas and the processing industry (this could potentially be many more).
Why? ENP is used for protecting the actuator from corrosion caused by pneumatic oil.
HYDRAULIC VALVES AND CYLINDERS
What? We plate hydraulic valves and cylinders used in Sub- Sea applications, Oil & Gas, processing, aerospace and automotive.
Why? ENP provides corrosion protection from extreme temperatures and conditions.
ELECTRIC VEHICLE BUSBARS
What? These are electric vehicle battery packs in which aluminium busbars connect to copper terminals.
Why? ENP prevents galvanic corrosion.
BRAKE PISTONS
What? These are used in the automotive industry.
Why? ENP extends the life of the component, protecting from corrosion caused by brake oil.
BENEFITS OF ENP
EXCELLENT CORROSION RESISTANCE
INCREASED HARDNESS
LOW FRICTION
BRIGHTNESS
DEPOSIT UNIFORMITY
EXCELLENT CHEMICAL RESISTANCE
LOW ELECTRICAL RESISTANCE
NICKEL + PTFE
Ni-PTFE plating is a unique plating solution that combines some of the hardness qualities of Electroless Nickel with the lubricity of Polytetrafluoroethylene (PTFE). The Ni-PTFE plating process has been used extensively in the automotive, engineering and mould and die industries.
Electroless Nickel PTFE composite combines the low friction release properties of PTFE with similar functional wear resistance hardness of electroless nickel. It provides a lubricious, hard, uniform coating that is accurately deposited.
ATTRIBUTES OF NICKEL + PTFE
- Typical phosphorous content in the range of 7 to 10% by weight
- PTFE content in the range of 1.5 to 10% by weight
- Lower hardness than the medium or high phosphorous coatings, in the range of 240 to 345 Vickers (250-350 Knoop)
- The ability to achieve 370 to 410 Vickers (375 to 425 Knoop) after thermal treatment to 350°C for 1 hour
- Coefficient of friction in the range of 0.01 to 0.2 µ
- Electrical resistivity in the range of 150 to 250 µΩ/cm
- Standard process capability up to 900mm x 900mm x 900mm volume and 250 kgs, At CBE+ we strive to lead the way in our processes, we recently coated a part of unprecedented size and weight (4.5 tonnes). Any specific projects can have tanks fabricated to suit, just get in touch with our team.

DIFFUSED NICKEL PLATING
In ENP terms when you’re looking for corrosion protection,
Diffused Nickel Plating or “DNP” really is the gold standard.
Diffused Nickel Plating has all the benefits of Electroless Nickel Plating and more. A specific type of Heat Treatment is employed after the initial plating, to improve the corrosion resistance of Electroless Nickel plating, meeting the demands of more extreme environments.
DNP has been, and continues to be favoured by the oil and industry for a number of years. By incorporating the corrosion resistant properties of Electroless Nickel Plating with the added benefits of Heat Treatment to produce Diffused Nickel Plating, it is possible to extend the operational life of subsea components up to 30 years.
PROCESS
High Phosphorous Diffusion Electroless Nickel is an Electroless Nickel deposit which diffuses, after a specific Heat Treatment, into the carbon steel substrate resulting in a very high corrosion and wear resistance in very severe conditions such as offshore or subsea.
After the application of a layer of High Phosphorous ENP typically 80-100 microns, the components are subjected to a very specific and tightly controlled heat treatment in order to achieve a diffusion layer of 3-5 microns.
This offers a very slightly flexible coating with superior corrosion resistant qualities.
Heat Treatment at 610°C: average diffusion layer thickness of 3 to 5 µm.
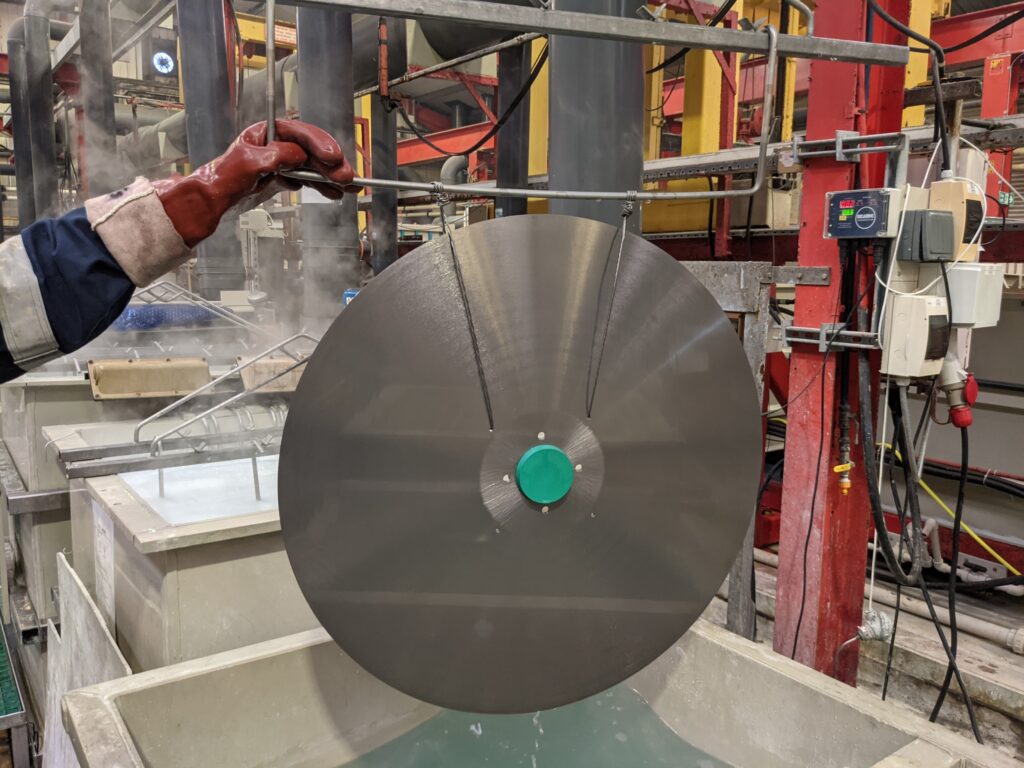
After Heat Treatment in an atmospheric oven, a typical olive-green colour appears. In an oven with inert gasses or under vacuum, the deposit maintains its metallic aspect.
CBE+ Diffused Nickel Plating process is the highest standard for corrosion resistance via the plating process.
PROPERTIES
- Highest levels of corrosion resistance.
- Cheaper alternative to stainless steel.
- Ideal for marine environments.



