Chesterfield-based manufacturer CBE+ have recently acquired new machinery and new team members from the aerospace industry leaders Aerodyn. It is the most recent investment in the engineering company’s bid to expand their multitude of world-class complementary capabilities.
We recently sat down with Tony Vaughan and David Turner to discuss everything Wire EDM (Electrical Discharge Machining). Tony and David bring over 30 years wire erosion production experience to CBE+’s new EDM Division, having started their careers with Matlock Wire Erosion in 1988.
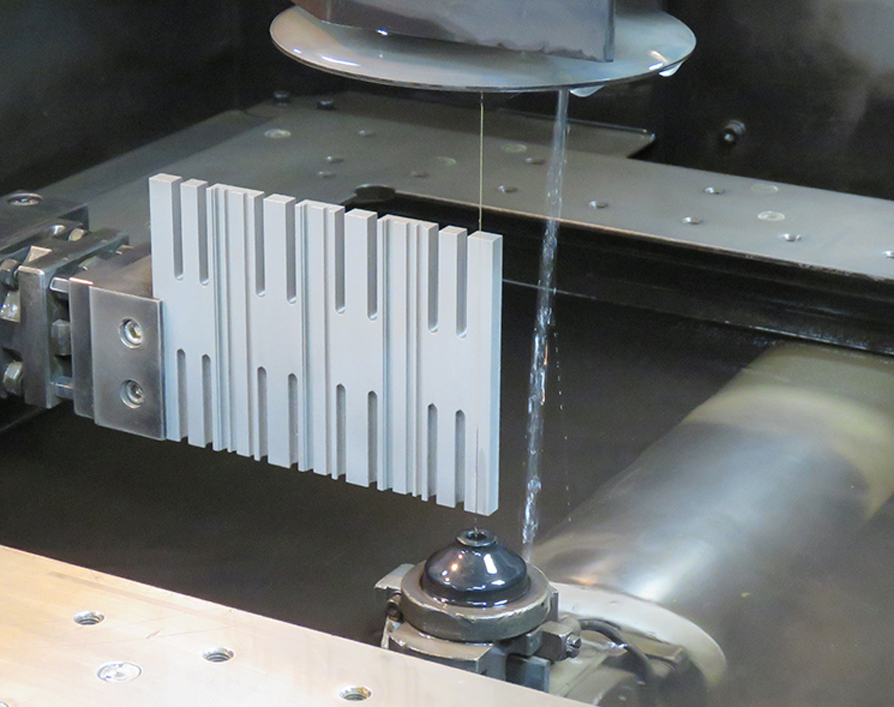
Tony: ‘Wire EDM was originally used in press tool manufacturing. As technology has advanced the machines have improved cutting speed and accuracy leading to use in prestigious sectors such as aerospace, formula one, automotive, electronics industries and because of its versatility manufacturers use WEDM operation for an extensive range of applications. It is often an ideal choice to produce small highly detailed items that would normally be too delicate for other machining options.’
David: ‘Wire Electrical Discharge Machining can cut anything that is electrically conductive regardless of the hardness, from relatively common materials such as tool steel, aluminium, copper, graphite to exotic space age alloys including hastaloy, waspaloy, inconel, titanium, carbide, polycrystalline diamond compacts and conductive ceramics. Instead of cutting the material, WEDM melts or vaporizes it, producing comparatively small chips and providing a very accurate cut line.’