The AMRC specialises in carrying out world-leading research into advanced machining, manufacturing and materials, which is of practical use to industry. They are renowned for working with industry leaders such as Boeing, Rolls-Royce, BAE Systems and Airbus. In early 2019, they held an open day to promote their Catapult engagement programme to reach more SMEs in the area. Two of our employees attended along with representatives from various other businesses.
The ARMC offered to fund an improvement project of our choice, working alongside our team to improve an aspect of our efficiency. CBE+ brings together the best in precision engineering, electroless nickel plating, gear and artificial lifting equipment and metal testing, recently rehousing in a ‘one stop’ facility in Chesterfield. We decided our machining division would be best suited to the AMRC’s work.
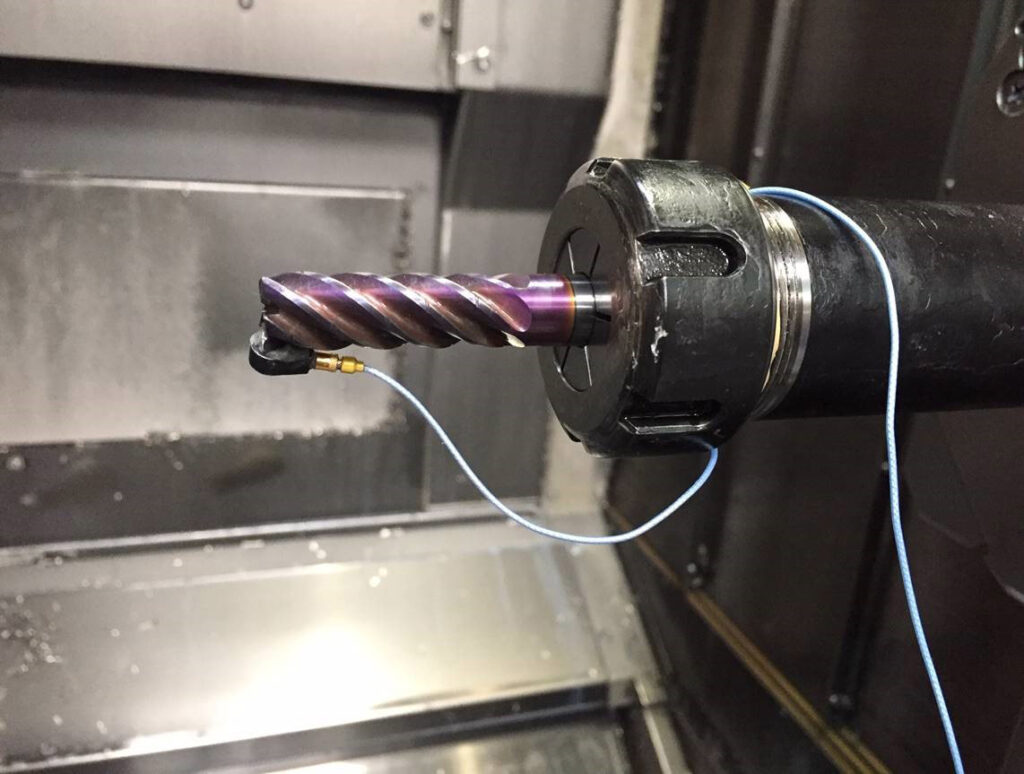
Dave Allen, senior CNC machinist, who had previously run an improvement project on a milling machine said: “We had been using replaceable insert cutters as the milling tool on certain jobs, however this was a lengthy process and caused problematic vibrations on the machine”. Dave’s solution to this involved changing the tool to a trochoidal tool, which offered full depth when machining. This small change shed fourteen minutes off the total time of each part machined, bringing the production cost per part dramatically down and giving us more capacity.