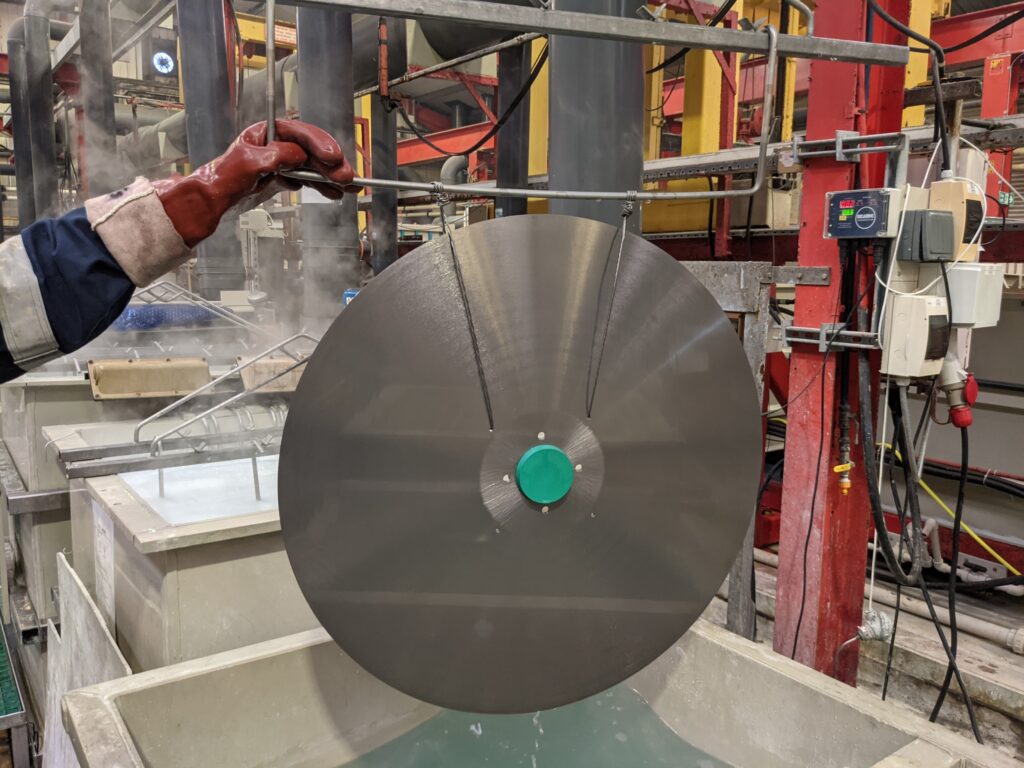
During the Electroless Nickel Plating process, a nickel salt and hypophosphite solution serves as a bath for the base material. Once the component is in the solution, the base material acts as a catalyst to the deposition of the nickel-phosphorous onto the product. This results in increased hardness, wear resistance and lubricity, providing up to 30 years corrosion protection in subsea environments.
Placing the component to be plated, (a suitable catalytic substrate) in the heated plating bath, triggers hypophosphite ions to be oxidised into orthophosphate. A portion of the hydrogen given off by this process is absorbed into the catalytic substrate surface. Ionic nickel at the surface of the catalyst is then reduced by the absorbed active hydrogen to metallic nickel. Simultaneously some of the absorbed hydrogen reduces a small amount of the hypophosphite at the catalytic surface to water, hydroxyl ion and phosphorus resulting in a Nickel Phosphorous coating. The process continues autocatalytically increasing the thickness of the deposition until the component is removed for the plating bath.
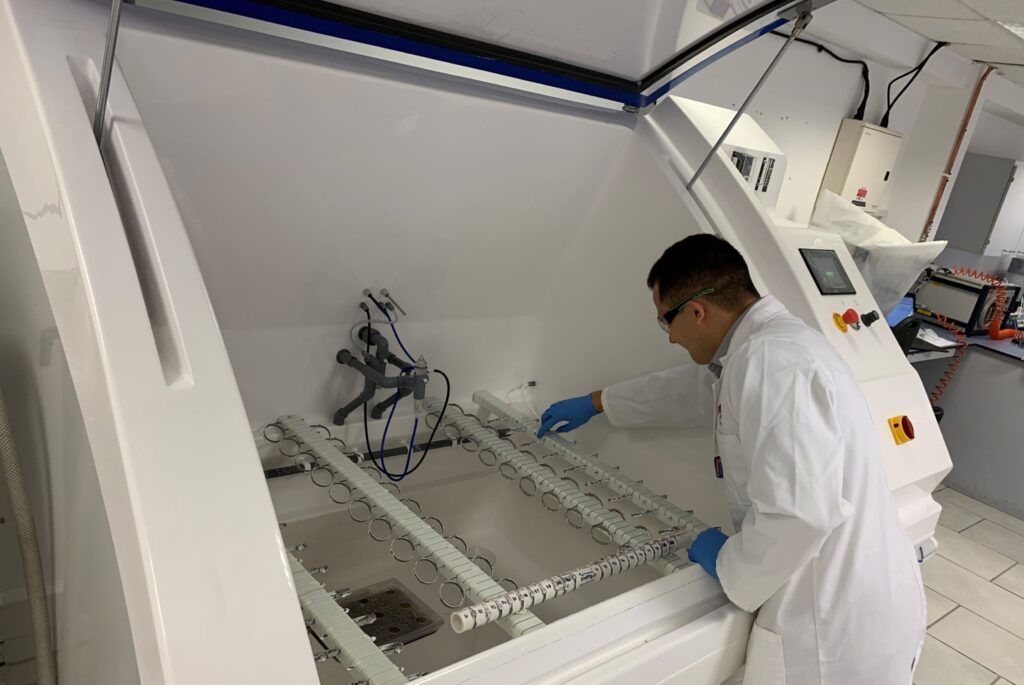
Electroless Plating will also leave a nickel coating that is free from flux-density or power supply issues and produces an even deposit regardless of the surface’s geometry or shape, unlike electrolytic.
With Electroless Nickel Plating, a variety of different finishes can be obtained. Nickel is generally known for its adaptable finish, it can be adjusted for a matte or semi-bright finish, making it a versatile option. However, Electroless Nickel Plating will not cover or fill any surface imperfections. For example, if plating a polished component, the finished result will be a polished surface. Additionally, if plating a matte component such as a cast iron, the resulting finish will be a matte finish.
Electroless Nickel Plating is the preferred choice not only for its excellent results, but for its cost-efficient process.